Énergie
Une utilisation parfaite pour les pompes à membrane
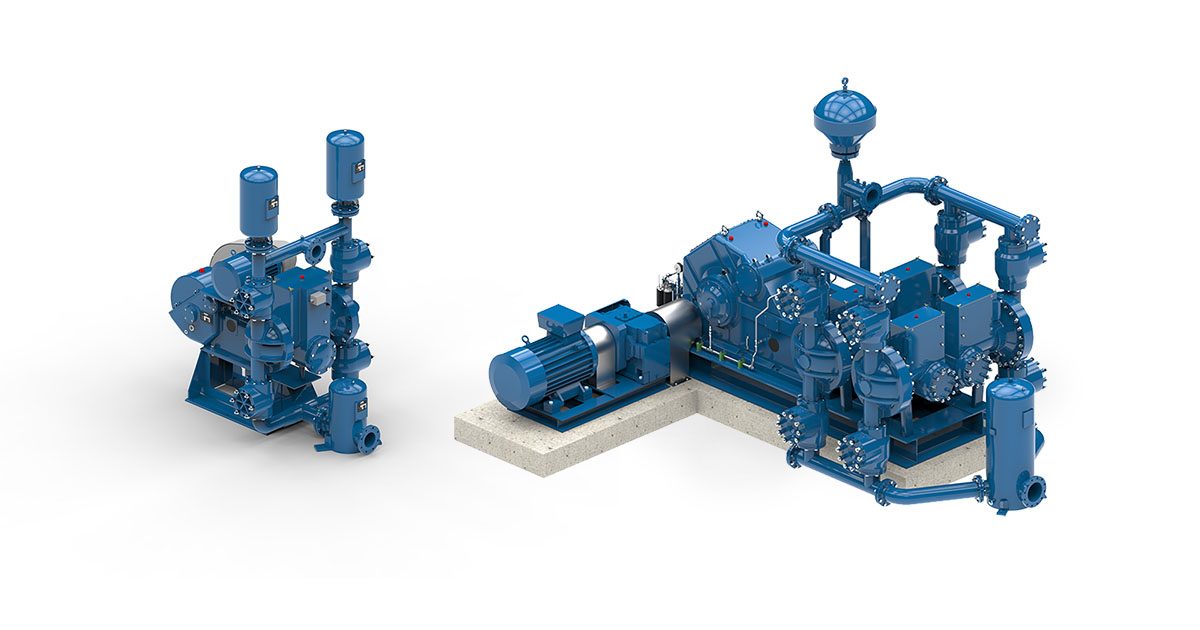
A travers le monde, les pompes ABEL ont démontré leurs qualités dans de nombreuses applications de pompage dans des centrales électriques à charbon. Un exemple concret est l’alimentation de filtres-presses à boues de l’unité de désulfuration. Dans ce domaine précis, les pompes à membrane ABEL des séries CM et HM sont considérées comme une référence en termes de rendement et de durée de vie.
La pompe à piston et membrane ABEL est également la pompe de prédilection là où de l’escarbille mélangée à de l’eau doit être pompée sur de longues distances. Contrairement aux pompes centrifuges, une pompe ABEL peut transférer une plus grande quantité de solides tout en étant plus efficace et en nécessitant beaucoup moins d’énergie électrique. Pour éviter toutefois que les cendres lourdes ne se déposent dans les différents compartiments de la pompe et au niveau des vannes, il est possible, dans ces cas, d’équiper les pompes de vannes d’inversion du flux qui feront en sorte que le fluide traverse la pompe dans le même sens que celui dans lequel les particules se déposent.
Utilisation dans des centrales nucléaires: Dans les zones non-nucléaires, nos différentes pompes à membrane ont également déjà fait leurs preuves par exemple pour le pompage de boues et de lait de chaux.
Applications des pompes dans les centrales électriques
Transfert de liquides, par exemple naphta/diesel – également dosage d’acide et de lixiviat
Transfert de cendres volantes
Alimentation du filtre-presse, par exemple avec des boues de l’unité de désulfuration
Avantages des pompes ABEL
Transfert de cendres volantes sur de longues distances
Notre client est un acteur majeur des secteurs de la sidérurgie, de l’énergie, des exploitations minières, de la liquéfaction du charbon, du pétrole et du gaz et des infrastructures. Ayant pour priorité la préservation de l’environnement, la société a dû concevoir la meilleure solution technologique pour gérer l’élimination des cendres issues de la combustion de tonnes de charbon.
Le charbon utilisé pour produire l’énergie est de classe « F » et donc de très faible qualité produisant 60% de cendres. Ajoutez à cela que la société avait déjà utilisé la plus grande partie de la zone disponible pour le bassin de rétention de cendres autour de l’usine (la société utilisait auparavant une technique conventionnelle de dépôt de cendres diluées) et vous comprendrez que la tâche était d’autant plus difficile pour ABEL et le fournisseur du système.
Cendres volantes d’une teneur en matières solides de 65
Le système proposé prévoyait le pompage de boue de cendres volantes hautement concentrée dans le périmètre du bassin de rétention de cendres (bac d’évaporation) et devait permettre à la boue de se déshydrater et de former une barrière extérieure solide pour augmenter la capacité du bassin à accueillir davantage de boue en son centre. Ce projet impliquait de pomper une boue de cendres volantes très concentrée (avec une teneur en solides de 65% environ) dans un pipeline d’une longueur de 7 km jusqu’au bassin. Le défi principal étant de trouver un système de pompage fiable qui serait non seulement en mesure de satisfaire aux exigences de débit et de pression élevée, mais aussi de résister à la forte abrasion tout en limitant les frais liés à l’arrêt et à la maintenance de l’installation.
La solution d’ABEL
ABEL, en collaboration avec le fournisseur du système de traitement des cendres, a proposé une solution prévoyant de mélanger les cendres générées à de l’eau dans un rapport de l’ordre de 65/35 et de transporter la boue ainsi produite au bassin de rétention de cendres qui se trouve à plus de 7km de là.
Pour cela, ABEL a sélectionné des pompes hydrauliques à membrane (HMQ) qui sont conçues de manière à ce que la boue soit séparée du piston de la pompe et que l’usure se limite aux composants élastomères peu couteux. Quatre de ces pompes sont en service depuis 2010. Chacune de ses pompes alimente son propre pipeline indépendant de 7 à 8 km conduisant jusqu’au bassin à cendres. Grâce à leur excellente conception et aux exigences de fabrication élevés adoptés par ABEL, les pompes ont toujours fonctionné au maximum de leur puissance malgré les conditions d’exploitation extrêmement difficiles.