Eaux usées industrielles
Les fluides difficiles nécessitent des pompes spéciales
Dans diverses entreprises industrielles, de la galvanoplastie à l’exploitation minière, les eaux usées doivent être traitées. Les coûts énergétiques et d’élimination qui en résultent sont de plus en plus importants pour l’industrie et peuvent être réduits grâce à l’utilisation de pompes ABEL.
Les eaux usées industrielles sont souvent particulièrement contaminées par des substances minérales ou organiques. De plus, les valeurs de pH et les températures élevées rendent le traitement plus difficile.
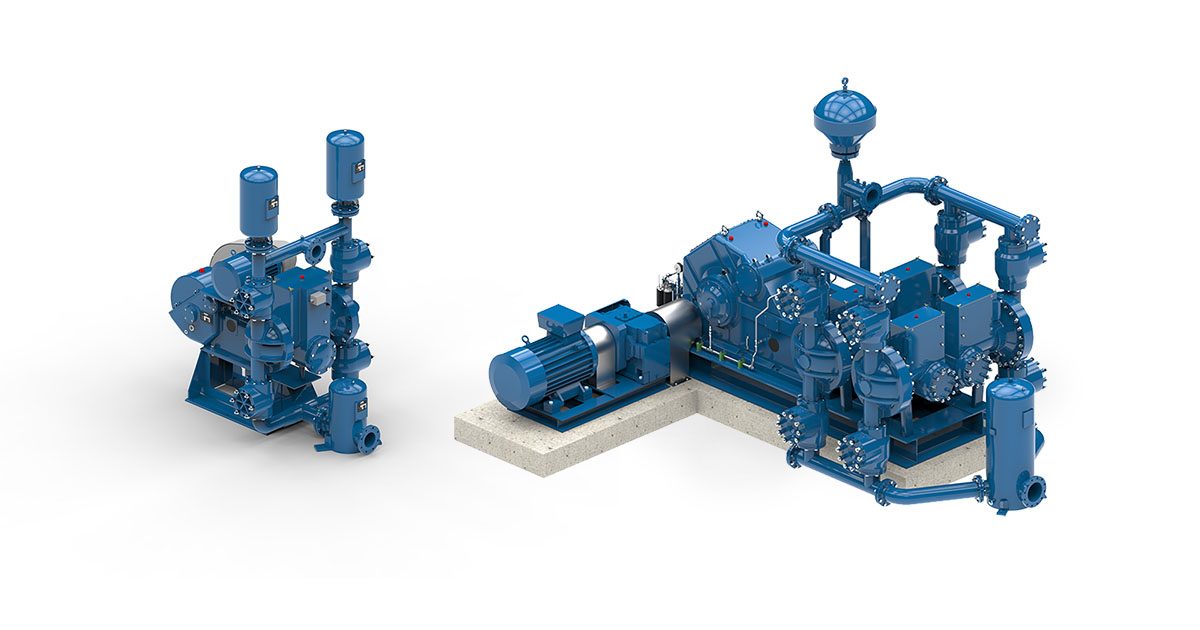
Pour ces applications ambitieuses, ABEL fournit des pompes pour l’alimentation des filtres-presses, le transfert vers les clarificateurs, la désulfuration des gaz de combustion, etc. Nos pompes HM et CM sont proposées dans une variété de matériaux afin de répondre au mieux à votre application. Parmi les nombreux avantages de la pompe ABEL pour le traitement des eaux usées, on peut citer une usure particulièrement faible et donc des coûts de maintenance réduits.
Applications de pompage
Alimentation de filtres-presses en boues et eaux usées provenant de différents processus industriels
Nettoyage des toiles filtrantes
Transport des eaux usées, des boues primaires et secondaires
Avantages des pompes ABEL
Traitement des eaux en Taiwan
12 pompes ABEL HM transportent de la boue à haute teneur en sable pour alimenter un filtre-presse à chambres.
Notre client a livré de nombreux projets clés en main dans le secteur de l’industrie de l’eau et des eaux usées à Taiwan. Il a décidé d’utiliser les pompes hydrauliques à membrane Abel (HM) pour alimenter 6 filtres-presses. Le choix du fournisseur de pompe s’est fait naturellement car le client connaissant déjà la fiabilité des pompes ABEL.
Les pompes Abel HM étant des pompes à membrane et piston dotées d’une membrane préformée qui sépare de manière parfaitement étanche la boue abrasive de la partie mécanique, de la commande et des pistons, ces pompes fonctionnent pratiquement sans aucune usure. Elles fonctionnent tous les jours pendant une durée de 6 heures. Les pompes sont commandées par des variateurs de fréquence pour économiser de l’énergie. La dépendance du couple moteur par rapport à la pression de refoulement de la pompe est exploitée pour limiter la capacité de la pompe avec une contre-pression croissante. De ce fait, aucune autre unité de commande n’est nécessaire.

")