Mines & Minéraux
La tranquillité est la force
Une pompe à membrane particulièrement résistante et fonctionnant à haute pression et à bas régime est un grand avantage pour le pompage de boues abrasives de minerais dans les exploitations minières. Les pompes hydrauliques à membrane de la série ABEL HM satisfont parfaitement aux exigences de cette application difficile dans de nombreuses mines à travers le monde où elles se distinguent par leur exceptionnelle durée de vie. Ces pompes sont principalement employées pour l’alimentation de filtres-presses, pour l’alimentation de réacteurs et d’autoclaves, pour le transport de boues minières / résidus miniers, pour l’évacuation de l’eau des mines et pour la reconduction de fluides.
Les boues de minerais acides dans les mines de nickel, les mines de cuivre et les mines d’or représentent un défi encore plus difficile. Pour ce type d’application, ABEL utilise, suivant le fluide pompé, des matériaux spécifiques tels que l’acier inoxydable ou l’acier inoxydable duplex pour les composants de la pompe et des membranes adaptées à la nature du produit.
Pour l’utilisation en tant que pompe de décharge pour les épaississeurs, compte tenu des faibles pressions nécessaires, il est possible d’utiliser les pompes électromécaniques ABEL EM. S’il s’agit en revanche de pomper des boues minières denses et pâteuses de manière fiable et sur de longues distances, une pompe à matières solides de la série SH est le choix le plus approprié.
Applications
- Assèchement des mines
- Epaississement de l’eau
- Remblayage
- Transfert de résidus
- Transfert de pâte
- Transfert de boues de minerai
- Préparation du minerai, lixiviation
- Alimentation de l’autoclave
- Alimentation de filtre-presse
- Lavage des toiles filtrantes
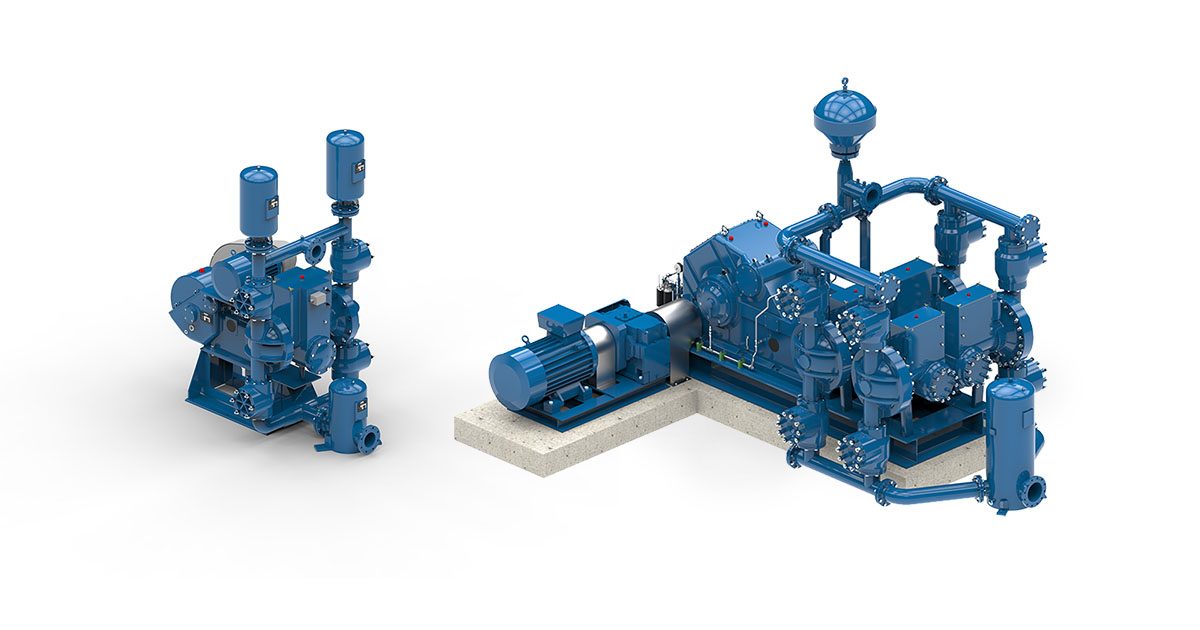
Schémas
Depuis quelques années maintenant, dans les exploitations minières modernes à la recherche d’un rendement élevé, on remarque la tendance suivante : les pompes centrifuges sont peu à peu abandonnées et remplacées par des pompes volumétriques oscillantes à bas régime. Les désavantages liés à la construction même des pompes centrifuges à haut régime, et notamment les frais de maintenance et de réparation bien plus élevés lorsque ces pompes ne sont pas dimensionnées de manière optimale, sont aujourd’hui de plus en plus pris en compte lorsqu’il s’agit de faire de nouveaux investissements. Le fait incontestable que le rendement global des pompes centrifuges est moins bon donne une raison supplémentaire pour préférer l’utilisation des pompes à piston et membrane dans les exploitations minières.
Notre origine
Si dans de nombreuses mines du monde, le nom ABEL est aujourd’hui synonyme de longue durée de vie et de besoin limité de maintenance, c’est parce que les premières pompes que la société a fabriquées étaient utilisées pour l’évacuation d’eau dans l’industrie minière allemande. Depuis, le savoir-faire du fondateur de la société a été constamment développé et approfondi. C’est pourquoi ABEL compte aujourd’hui parmi les meilleurs fabricants du monde dans ce secteur.
Quels sont les fluides pompés par les pompes à piston-membrane dans l’industrie minière?
Pâtes contenant éventuellement du ciment – par ex. pour le remblayage de mines
Boues abrasives et minérales / résidus épaissis provenant de divers processus miniers
Eau de mine
Avantages des pompes ABEL
Transport de boues minières
Notre client a son siège social en Amérique latine. Ses activités principales se situent dans l’extraction et le traitement du cuivre. L’entreprise génère un volume de production annuel d’environ 100.000 tonnes de cuivre fin.
Fiabilité et sécurité pour le processus de production
Le processus de production nécessite une technologie capable de pomper des boues épaissies avec la teneur en solides la plus élevée possible sans risquer un arrêt de la ligne de transport. Étant donné que les interruptions de la production entraînent des coûts élevés, notre client a évalué la technologie de la membrane à piston comme la meilleure option. Compte tenu des exigences de production spécifiques de la mine, les pompes ont été conçues pour fonctionner en continu, c’est-à-dire 24 heures sur 24 et 365 jours par an.
Les exigences de l’application, les caractéristiques du fluide, l’importance de la disponibilité de l’installation de pompage et le besoin de pompes ayant le meilleur rendement global ont conduit à la sélection de la technologie à membrane à piston ABEL, car elle répondait à toutes les exigences. Le pompage de boues minières épaissies est une priorité absolue pour le processus de production.
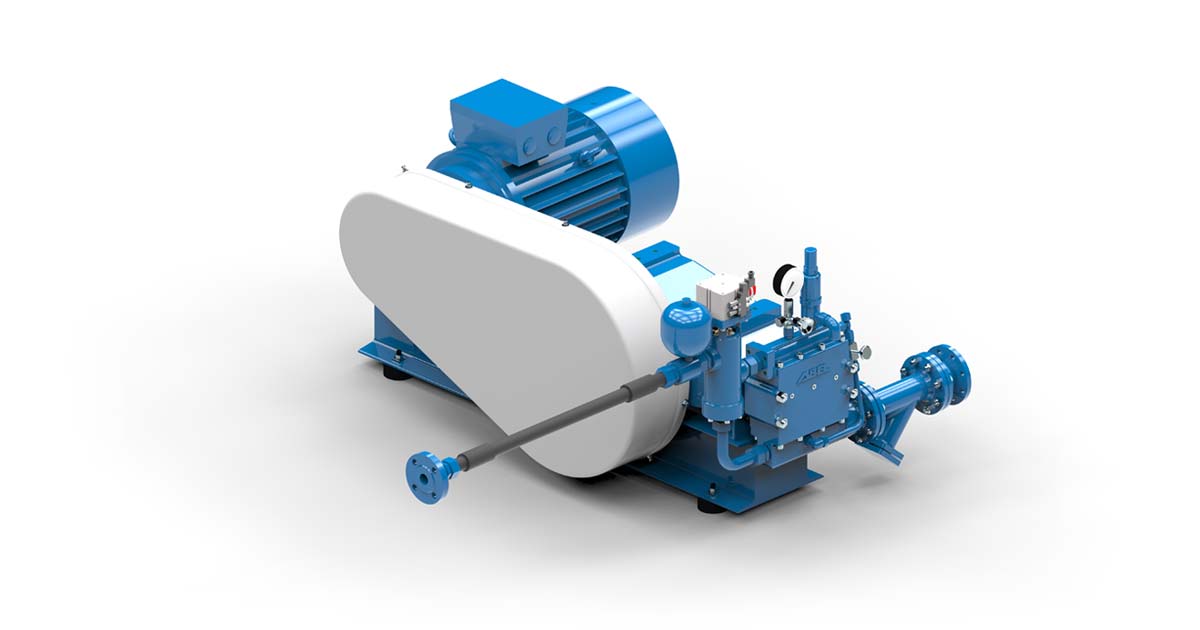
Pompes à piston-membrane
Comme solution, ABEL a proposé d’installer des pompes à piston-membrane de la série HMQ, qui sont les mieux adaptées aux exigences opérationnelles spécifiques. La pompe choisie peut atteindre une pression de 75 bars et un débit de 230 m³/h avec une teneur en matières solides de 62%. Cela signifie que le client peut compter sur un débit total de 375 tonnes de matière sèche par heure. Ces paramètres de la pompe sont remplis avec une puissance inférieure à 558 kW et correspondent donc à l’efficacité requise.
L’exigence selon laquelle la pompe doit adapter son débit aux différentes conditions de production est satisfaite par un convertisseur de fréquence. La pompe ABEL a été installée en 2016 et fonctionne en permanence depuis.