Industrie Chimique
Les produits chimiques doivent être pompés différemment
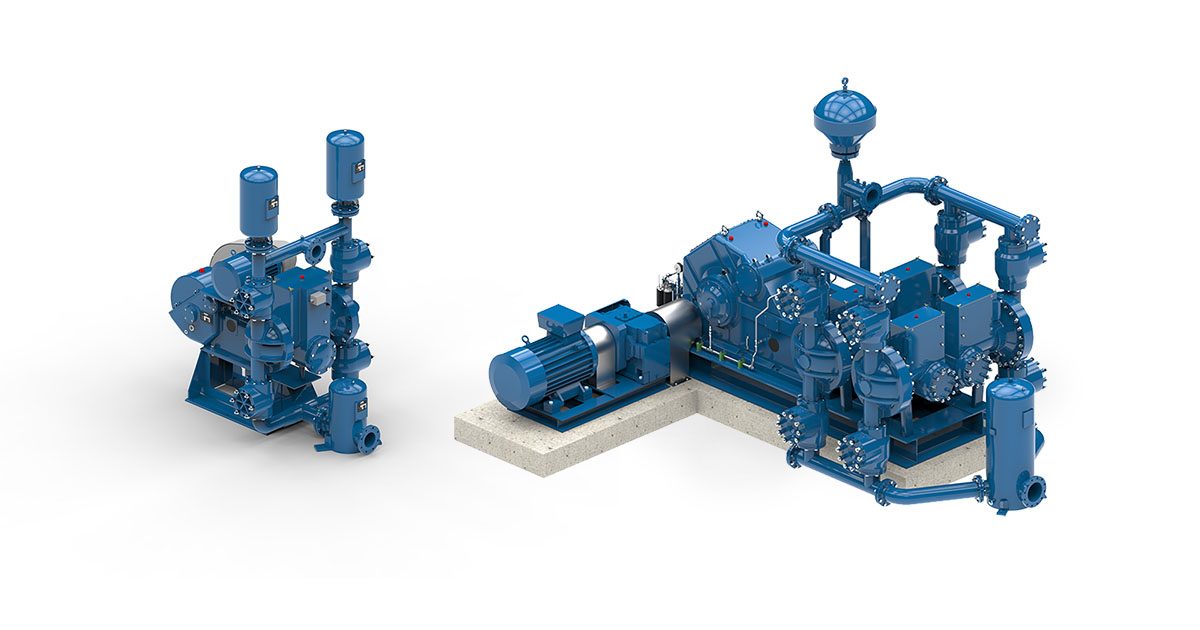
Les caractéristiques très différentes des nombreuses substances chimiques sont à l’origine des multiples exigences lorsqu’il s’agit de les pomper. De nombreux utilisateurs de l’industrie chimique préfèrent une pompe à membrane ABEL, car elle a une construction hermétiquement étanche et parce qu’elle est disponible en différents matériaux. Les pompes ABEL sont ainsi par exemple utilisées pour pomper l’acide silicique pyrogène sous forme poudreuse (ABEL EM). Elles sont également utilisées dans l’industrie des vernis. Dans ce secteur, plusieurs centaines de pompes EM sont actuellement utilisées dans le monde pour le pompage de suspensions de pigments dans des systèmes hermétiquement fermés. Cette pompe de process extrêmement fiable convient également pour le pompage en douceur de fluides visqueux et sensibles aux forces de cisaillement. Lorsque les pressions sont plus élevées, c’est la série HM qui entre en jeu avec ses propres atouts. Pour les fluides qui ne sont pas critiques, ABEL propose les pompes à piston plongeur HPT.
Les fluides délicats exigent par exemple des courses de pompage lentes, douces et sans retours de fluides. Lorsqu’il s’agit de pomper des liquides fortement corrosifs, les pompes à membrane ABEL sont équipées de composants particulièrement résistants. Les composants de la pompe entrant en contact avec le fluide pompé peuvent être réalisés en matière plastique et avec des aciers inoxydables de haute qualité.
Les membranes que nous utilisons sont en PTFE, FPM ou en EPDM, selon le fluide pompé. Lorsqu’il s’agit de pomper des substances toxiques, la construction hermétiquement étanche de toutes les pompes à membrane ABEL est une caractéristique pratiquement indispensable. Pour les fluides inflammables, nous sommes en mesure de vous fournir une pompe de process adaptée en version ATEX.
Applications de pompage dans l’industrie chimique
Transfert de produits chimiques, de colorants, de peintures de dispersion et de poudre
Alimentation du filtre-presse avec des eaux usées/boues chimiques
Alimentation des séchoirs à pulvérisation
Avantages des pompes ABEL
Alimentation de filtres-presses
Notre client transforme de la poudre de silice en une variété de produits en silice et silicate qui sont utilisés dans l’industrie du caoutchouc, du papier, dans l’industrie chimique ainsi que dans le secteur dentaire. Le processus de transformation du silicate produit de l’eau usée qui contient encore de la silice qui n’a pas été transformée et qui est réutilisable, ainsi que d’autres résidus solides. Après une analyse du système de séparation, il a été décidé de remplacer le filtre à bande sous vide par un filtre-presse à plateaux. L’utilisation d’un filtre-presse, technologie bien connue pour ce type d’usine, devait permettre une séparation plus efficace, l’obtention d’un gâteau de filtrage plus déshydraté et la maximisation la quantité de silicate récupéré pour réutilisation ultérieure.
Optimisation des processus et réduction des coûts avec les pompes à membrane
Le nouveau filtre-presse devait être alimenté par deux pompes à membranes. Notre client utilisait généralement des pompes pneumatiques à membranes et des pompes centrifuges et c’est pour cette raison que ces dernières ont d’abord été envisagées. La technologie des pompes à membrane a été sélectionné en accord avec le fournisseur de filtre-presse. Comme la consommation d’air comprimé et les frais d’exploitation étaient aussi des sujets de préoccupation, notre client a finalement opté pour des pompes électriques à membrane au lieu des pompes pneumatiques à membrane. Au final, ce sont les pompes ABEL EM qui ont été choisies et installées dans le processus.
Depuis leur mise en service, les pompes électriques à membrane ABEL EM fonctionnent très bien et les besoins de remplacement de pièces d’usure sont minimaux. Utilisées dans le processus du filtre-presse à plateaux, les pompes volumétriques permettent de séparer quasiment deux fois plus d’eau avec silicate que le précédent système de filtre à bandes.
")
")