Industria Química
Los productos químicos requieren un manejo especial
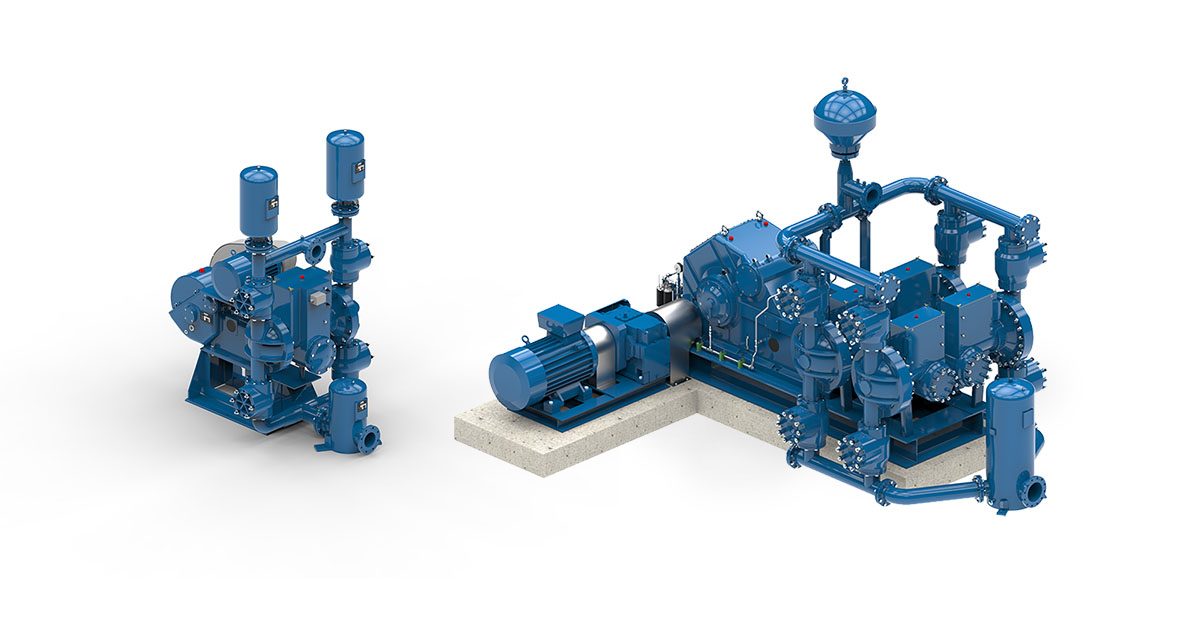
Las variadas propiedades de las distintas sustancias químicas exigen diferentes técnicas de transporte. Muchos usuarios de la industria química prefieren las bombas ABEL por su diseño herméticamente estanco y por su versatilidad, que permite utilizarlas con distintos materiales y equipos. Por ejemplo, para bombear ácido silícico pirógeno en polvo, o en la industria de lacas. En todo el mundo hay varios centenares de bombas EM dedicadas a transportar suspensiones de pigmentos en condiciones perfectamente herméticas. Estas bombas, de fiabilidad contrastada, resultan también muy adecuadas para transportar fluidos viscosos y sensibles al cizallamiento. Las bombas de la serie HM son perfectas para las aplicaciones a alta presión, mientras que las HPT son idóneas para productos limpios no críticos.
Los fluidos sensibles, por ejemplo, necesitan un bombeo lento y suave, con protección contra reflujos. En cambio, para bombear sustancias extremadamente corrosivas se necesitan bombas ABEL con la resistencia adecuada. Ofrecemos bombas en las que las partes en contacto con el medio están fabricadas en plástico o acero inoxidable de alta calidad. Las membranas o diafragmas ABEL se fabrican en una gran variedad de materiales, como PTFE, caucho con fluoropolímeros o EPDM, en función del medio que se desee bombear.
Cuando se trabaja con sustancias tóxicas, el diseño herméticamente estanco de todas las bombas ABEL de membrana resulta casi indispensable. Y, pensando en las aplicaciones con fluidos combustibles, muchas de nuestras bombas se encuentran disponibles en versiones con certificación ATEX.
Aplicaciones de las bombas en la industria química
Transporte de químicos, polvos, sprays y pinturas
Alimentación filtro prensa con aguas residuales/lodos químicos – también limpieza de telas de filtro prensa
Alimentación atomizador
Ventajas de las bombas ABEL
Alimentación de filtro-prensa
Nuestro cliente procesa cuarzo molido en granulometría de harina, para obtener productos de ácido silícico y silicatos, que son utilizados para los mercados de fabricación de goma, papel, productos químicos y medicina dental. Como parte del proceso de fabricación, se genera un flujo de agua residual, que contiene ácido silícico y sólidos residuales. En la instalación consecuente de filtroprensas, se separan los sólidos de los componentes líquidos. El filtroprensa brinda una separación efectiva, que garantiza un alto contenido de sustancia seca en la torta de filtroprensa y maximiza el agua de silicato recuperada/reutilizable.
La solución de ABEL
El nuevo sistema de filtroprensas, debiera abarcar dos bombas de membrana. Nuestro cliente ya había recolectado experiencias utilizando bombas de membrana accionadas por aire comprimido y por lo tanto conocía la relación entre el consumo de aire comprimido y los costes. Por dicha razón se verificó la posibilidad de utilizar bombas de membrana accionadas eléctricamente. Como consecuencia de ello, se seleccionaron bombas-ABEL de la serie constructiva-EM y se incorporaron en el proceso.
Desde su primera puesta en marcha, las bombas de membrana eléctricas, contribuyen con un buen rendimiento y un desgaste reducido. Junto con el filtroprensa, las bombas de desplazamiento de la serie EM, logran transportar el doble de agua de silicato hacia el sistema de reutilización, que el sistema anterior de filtroprensas de banda.

")