Generación de Energía
Bombas perfectas para centrales térmicas
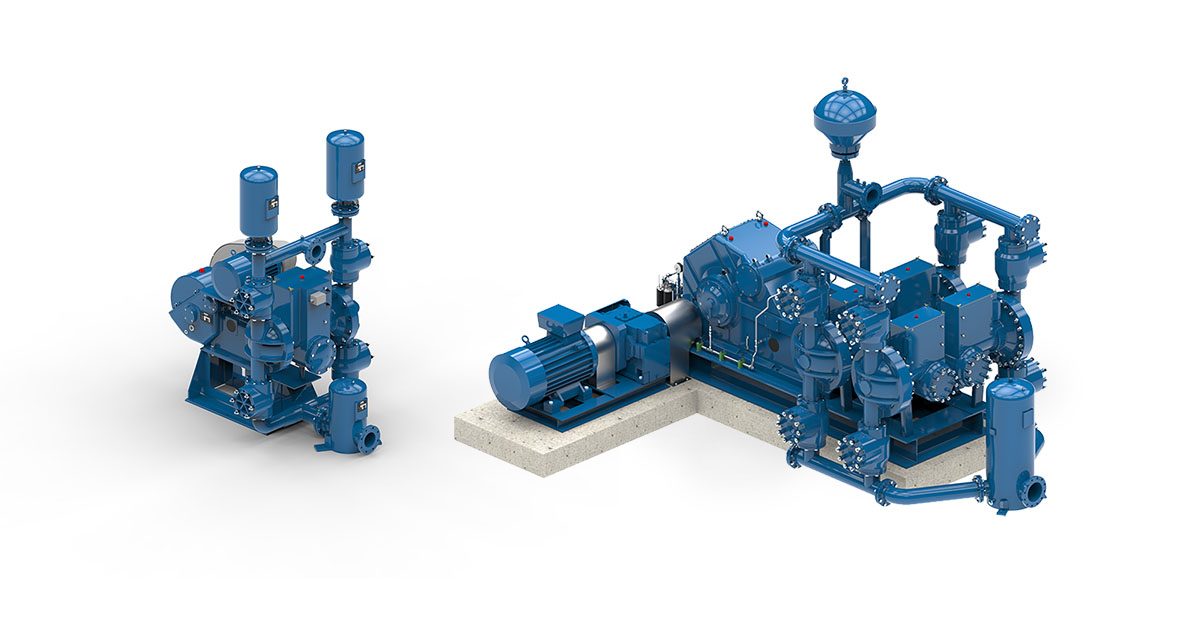
Las bombas ABEL han demostrado su solidez realizando distintas labores en centrales térmicas de carbón de todo el mundo. Por ejemplo, se utilizan para alimentar filtros prensa con lodos procedentes de instalaciones de desulfuración de efluentes gaseosos. Las bombas de membrana de las series CM y HM son una cota de referencia en cuanto a eficiencia y vida útil.
Las bombas de pistón membrana ABEL también son muy apreciadas en el transporte a larga distancia de cenizas volantes mezcladas con agua. En contraste con las bombas centrífugas, las de membrana son capaces de manipular contenidos de sólidos mayores. También son más eficientes y su consumo de energía es considerablemente menor. Es admisible que los productos transportados contengan incluso un cierto porcentaje de cenizas de grano grueso. Para evitar la sedimentación de estas cenizas en la bomba y en los alojamientos de las válvulas, las bombas pueden equiparse con válvulas invertidas, que regulan el caudal de bombeo en función de la velocidad de sedimentación de las partículas.
ABEL en centrales nucleares: nuestras diversas bombas de diafragma también han demostrado su valía para transportar lodos contaminados no nucleares y lodos de cal.
Aplicaciones de bombas en centrales eléctricas
Transporte de líquidos, por ejemplo naftas y diesel, también álcalis y ácidos
Transporte de cenizas volantes
Alimentación filtro prensa, por ejemplo con lodos procedentes de instalaciones de desulfuración de efluentes gaseosos
Ventajas de las bombas ABEL
Transporte de ceniza voladora a través de grandes distancias
Nuestro cliente es un actor líder en los ramos del acero, energía eléctrica, minería, licuefacción de carbón, petróleo y gas, así como de infraestructura. A los efectos de cumplir con la protección del medioambiente, hubo de desarrollarse un sistema para la disposición de la ceniza, que se origina en la combustión de carbón.
Para la generación de energía eléctrica en dicha instalación, se utiliza la calidad de carbón “F“, que tiene un contenido promedio de cenizas de un 60%. Este caso y el hecho de que, la mayor parte de la superficie de diques para cenizas, situados alrededor de la instalación, ya estaba inutilizada (por causa del uso anterior de tecnología con materiales pobres), convertía la tarea para ABEL y el proveedor de sistema en un desafío aún mayor.
Transporte de cenizas volantes con un contenido en sólidos del 65%
El sistema propuesto consistía en bombear el lodo de alta concentración de ceniza voladora, hacia un dique de cenizas a 7,5 km de distancia, dónde el lodo pudiese secarse al aire libre. Mediante este proceso, se forma una barrera sólida, exterior y como consecuencia se aumenta la capacidad de contención en el interior. Este desarrollo hacía necesario, bombear lodo altamente concentrado de ceniza voladora, con un contenido de sólidos de aprox. un 65 %, a través de la cañería, hacia el dique de cenizas. El desafío consistía en encontrar una bomba confiable y un sistema también confiable, que no solamente hiciese frente al caudal y al alto requisito de presión, sino que también resistiera la alta abrasión y al mismo tiempo pudiese limitar costosos tiempos improductivos y trabajos de mantenimiento.
La solución de ABEL
La empresa ABEL propuso, en colaboración con el proveedor del sistema de tratamiento de la ceniza, una solución en la cual la ceniza generada se mezcla con agua en la proporción 65:35 y la mezcla se transporta hacia el dique de cenizas situado a 7,5 km de distancia.
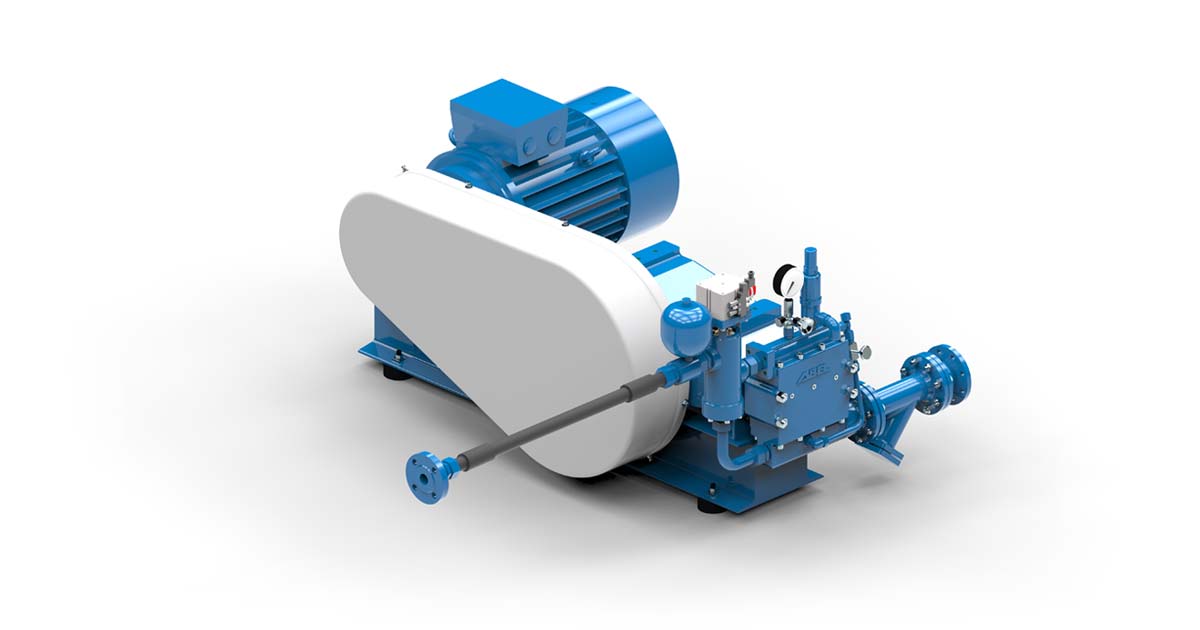
La empresa ABEL, eligió bombas de émbolo y membrana del tipo HMQ, el las cuales el lodo de cenizas está separado del émbolo de accionamiento y el desgaste se reduce consecuentemente a componentes elastoméricos, ventajosos desde el punto de vista de costes. Cuatro de estas bombas están en operación desde el 2010. Cada una de estas bombas dispone de una cañería independiente hacia la pileta de cenizas. Gracias al diseño superior y a los excelentes estándares de fabricación de ABEL, las bombas han aportado permanentemente las más elevadas prestaciones, aún bajo dichas exigentes condiciones de operación.