Energiewirtschaft
Perfekter Einsatz für Membranpumpen
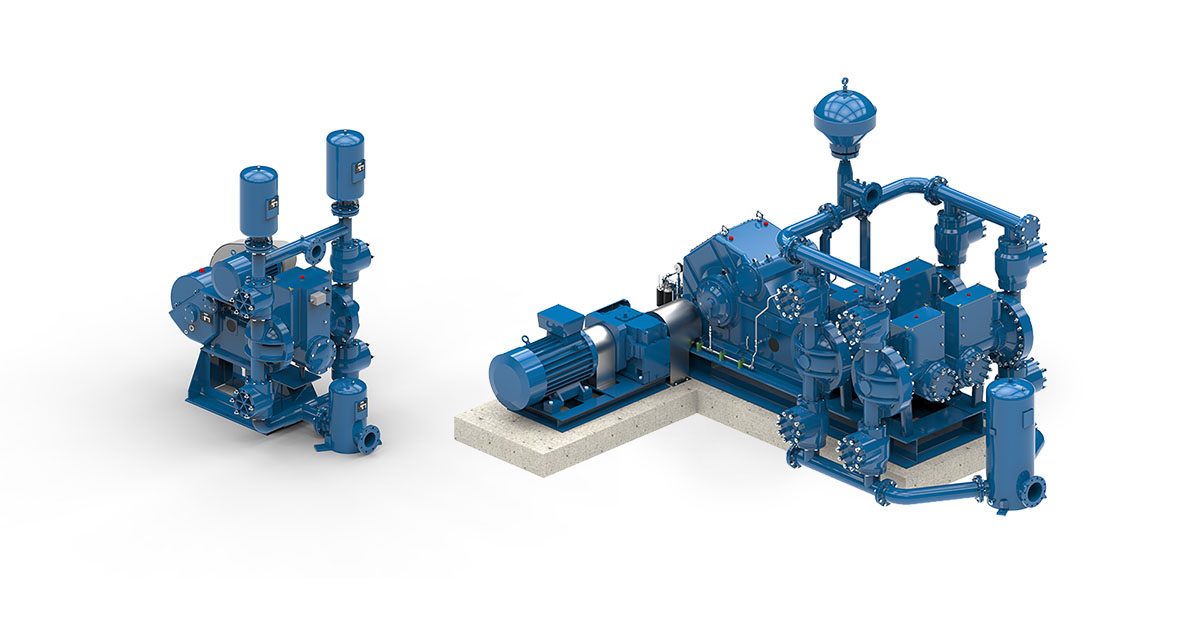
ABEL-Pumpen haben sich bei unterschiedlichen Förderaufgaben in Kohlekraftwerken auf der ganzen Welt als besonders leistungsfähig erwiesen. Ein Beispiel ist die Filterpressenbeschickung mit Schlämmen aus der REA (Rauchgasentschwefelung). Hier gilt die ABEL-Membranpumpe vom Typ CM und HM inzwischen als Referenz für hohe Effizienz und lange Standzeiten verschleißkritischer Pumpenbauteile.
ABEL Kolbenmembranpumpen werden auch dort bevorzugt eingesetzt, wo mit Wasser vermischte Flugasche über große Distanzen hinweg gefördert werden muss. Im Gegensatz zu Kreiselpumpen kann nicht nur ein deutlich höherer Feststoffgehalt gepumpt werden, auch der Wirkungsgrad der Pumpe ist höher und somit der Verbrauch an elektrischer Energie erheblich geringer. Sogar grobkörnige Bodenasche kann zu einem definierten Anteil mitgefördert werden. Um die dabei drohende Sedimentation der Bodenasche in den Pumpen- und Ventilgehäusen zu vermeiden, können die Pumpen in diesem Fall mit Umkehrventilen ausgestattet werden, wodurch die Durchströmung der Pumpe in Richtung der Sinkgeschwindigkeit der Partikel erfolgt.
Anwendung in Kernkraftwerken: Bei der Förderung von nicht kontaminierten Medien wie Schlämmen und Kalkmilch haben sich unsere Membranpumpen ebenfalls bewährt.
Pumpenanwendungen in der Energiewirtschaft
Transport von Flüssigkeiten z.B. Naphtha/Diesel – auch Säuren-/Laugendosierung
Transport von Flugascheschlamm – sogar grobkörnige Bodenasche
Filterpressenbeschickung z.B. mit Schlämmen aus der Rauchgasentschwefelung (REA)
Vorteile von ABEL Abwasserpumpen
Transport von Flugasche über große Entfernungen
Unser Kunde ist ein führender Akteur in den Bereichen Stahl, Strom, Bergbau, Kohleverflüssigung, Öl und Gas sowie Infrastruktur. Um dem Umweltschutz gerecht zu werden, musste ein System zur Entsorgung der Asche entwickelt werden, die bei der Verbrennung von Kohle entsteht.
Bei der Stromerzeugung in dieser Anlage wird die Kohlequalität „F“ verwendet, die einen durchschnittlichen Aschegehalt von 60% besitzt. Dies und die Tatsache, dass bereits der größte Teil der Aschedeichfläche um die Anlage herum (aufgrund der früheren Verwendung der Magerstofftechnologie) verbraucht wurde, machte die Aufgabe für ABEL und den Systemlieferanten zu einer noch größeren Herausforderung.
Flugaschetransport bei einem Feststoffgehalt von 65%
Das vorgeschlagene System bestand darin, den hochkonzentrierten Flugascheschlamm zu einem 7,5 km entfernten Aschedeich zu pumpen, wo der Schlamm lufttrocknen kann. Durch den Prozess wird eine feste äußere Barriere gebildet und folglich steigt die Aufnahmekapazität im Inneren. Diese Entwicklung machte es erforderlich, hochkonzentrierten Flugascheschlamm mit einem Feststoffgehalt von etwa 65 % durch die Rohrleitung zum Aschedeich zu pumpen. Die Herausforderung bestand darin, eine zuverlässige Pumpe und ein zuverlässiges System zu finden, das nicht nur den Durchfluss und den hohen Druckbedarf bewältigen, sondern auch hohen Abrieb aushalten und gleichzeitig kostspielige Ausfallzeiten und Wartungsarbeiten begrenzen konnte.
Die ABEL-Lösung
ABEL schlug in Zusammenarbeit mit dem Anbieter des Aschehandlungssystems eine Lösung vor, bei der die anfallende Asche im Verhältnis 65:35 mit Wasser vermischt und das Gemisch zum 7,5 km entfernten Aschedeich transportiert wird.
ABEL wählte Kolbenmembranpumpen vom Typ HMQ, bei denen der Schlamm vom Antriebskolben getrennt ist und der Verschleiß folglich auf kostengünstige Elastomerkomponenten reduziert wird. Vier dieser Pumpen sind seit 2010 in Betrieb. Jede dieser Pumpen verfügt über eine unabhängige Leitung zum Aschebecken. Dank der überlegenen Konstruktion und der tadellosen Fertigungsstandards von ABEL haben die Pumpen selbst unter diesen anspruchsvollen Bedingungen stets Höchstleistungen erbracht.