Industrial Wastewater
Difficult media requires special pumps
In various industrial companies from electroplating to mining wastewater must be treated. The resulting energy and disposal costs are becoming increasingly relevant for industrial and can be reduced by using ABEL pumps.
Industrial wastewater is often particularly contaminated with mineral or organic substances. In addition, high pH values and temperatures make treatment more difficult.
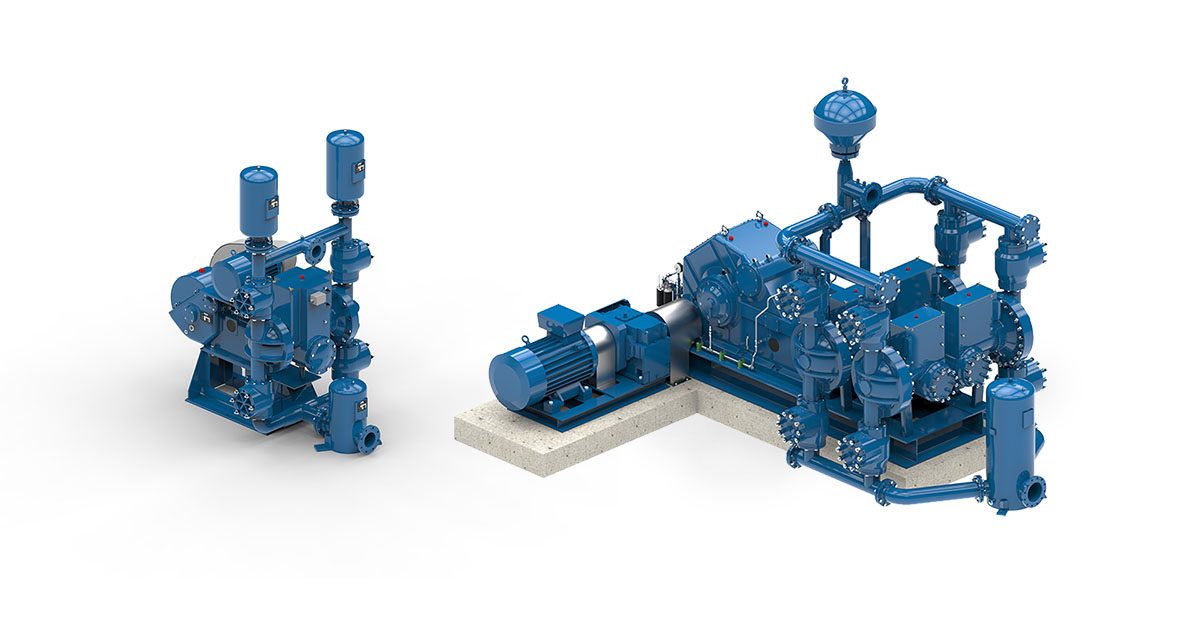
For these ambitious applications, ABEL provides pumps for filter press feeding, clarifier transfer, flue gas desulfurization and more. Our HM and CM pumps are offered in a variety of material to best suit your application. Among many, some benefits of an ABEL pump for wastewater is particularly low wear and consequently low maintenance costs.
Pump Applications
Filter press feeding with sludge and wastewater from various industrial processes
Filter cloth cleaning with ABEL high pressure pumps
Transfer of wastewater, primary and secondary sludge
Advantages of ABEL Pumps
Water Treatment in Taiwan
12 ABEL HM pumps convey sludge with a high sand content to feed the recessed chamber filter press.
Our customer has realized many turnkey projects in the Water & Wastewater industry in Taiwan and decided to use Abel Hydraulic Membrane (HM) type pumps instead of progressive cavity pumps for feeding 6 filter presses. Their choice of pump manufacturer was easy since they knew about the reliability of Abel pumps and the poor performance of progressive cavity pumps in handling abrasive slurries at high pressure. Moreover, our customer was well aware of the high spare parts costs that progressive cavity pumps required.
Since the Abel HM pumps are piston membrane pumps in which a specially shaped membrane hermetically seals off the abrasive sludge from the pump’s control devices and pistons, these pumps operate with almost no wear. The pumps are operated for 6 hours every day. The pumps are controlled via frequency converters to save energy. The dependence of the motor torque on the pump’s discharge pressure is exploited to throttle the pump’s capacity with an increasing counterpressure. This mean that no separate control unit is needed.

")