Inbetriebnahme von 2 ABEL HMD Pumpen
Kürzlich wurden 2 ABEL HMD-G-80-1000-Pumpen bei unserem Kunden in der Normandie, der auf das Recycling und die Rückgewinnung von Boden/Erden spezialisiert ist, in Betrieb genommen. Die Pumpen dienen zur Filterpressenbeschickung mit einer Leistung von 80 m³/h und 12 bar.
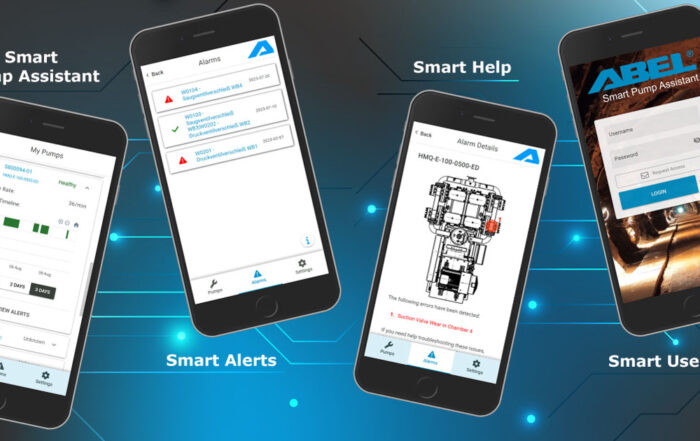
Die beiden Pumpen sind mit dem ABEL-Monitoringsystem „Smart Pump Assistant“ ausgestattet. Mit dem ABEL Smart Pump Assistant verfügen unsere Kunden jederzeit über vollständige Informationen zum Zustand der Pumpen, können detaillierte Betriebsparameter visualisieren und erhalten Warnmeldungen bei Parameterüberschreitungen. Anhand dieser IoT-Lösung („Internet of Things“ bzw. „Internet der Dinge“) kann unser Kunde den Einsatz seiner ABEL HMD-Membranpumpen optimieren und somit die gesamte Prozesseffizienz verbessern.